为了让您更好地了解<城阳>【当地】护栏,木纹转印护栏优选货源产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:<城阳>【当地】护栏,木纹转印护栏优选货源的图文介绍

广斌金属材料有限公司
城阳镀锌喷塑防撞栏供应厂家
同行低价品质过关
货源稳定库存充足
城阳镀锌喷塑防撞栏的详细介绍
技术支持实力见证

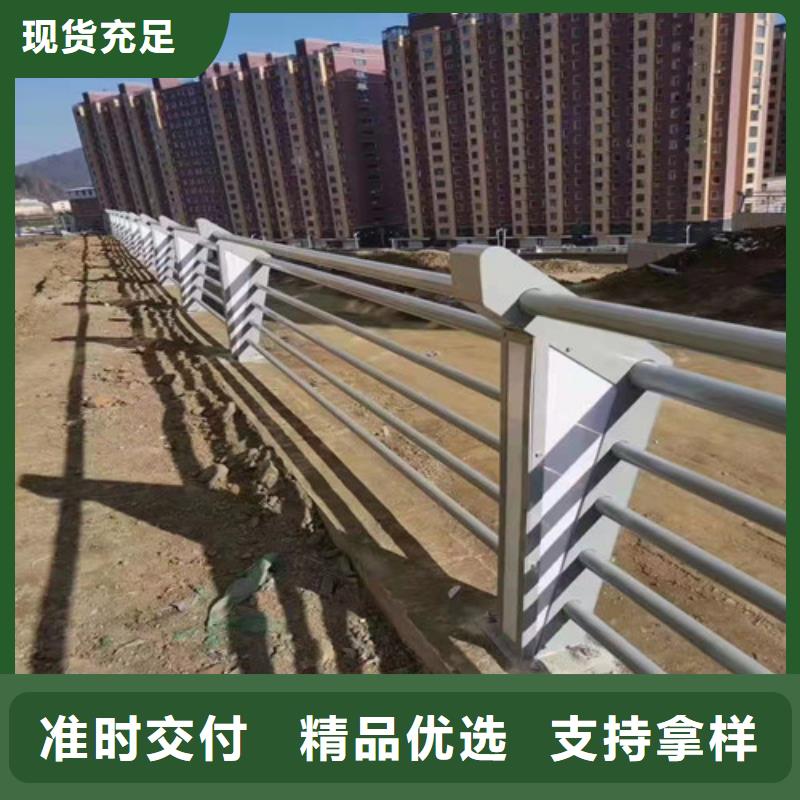
道路桥梁护栏的重要性分析
一、道路桥梁护栏有维护作用。人们了解大伙儿也不期望见到有车祸的产生,可事实上有一些车祸的产生,并非以人的信念为迁移的像一些出现意外特性的车祸,这类车祸在产生的情况下,假如有护栏对车辆开展简易的维护,道路桥梁护栏可以缓存一下车辆冲击性的幅度,促使产生车祸的情况下车辆可以获得一定的维护,乃至这类维护极有可能就促使车里边的驾驶员人身安全获得保障。而这些具备非常好的缓存能力和防滑防冲击性能力的护栏一次又一次的被证实道路桥梁护栏具有优良的缓存维护实际效果。
二、道路桥梁护栏有警告的实际效果。一些道路桥梁护栏用独特的颜色做为标识,这种颜色十分的显眼,非机动车见到了或是车辆见到了,就可以很确立的了解这一道路将会会存有一些风险,要提示过路人和车辆这里要谨小慎微,警告过路人和车辆当心脚底避免出现意外事件。
三、道路桥梁护栏有维护秩序的作用。一些道路十分的忙碌,将会工作人员较为多,车辆也较为多,许多情况下这种地区非常容易心绪错乱,例如人将会穿大马路,车辆将会不按照规定的路面走动,假如有一个道路桥梁护栏,把人与车走动的路面确立的标识出去,那麼人离开的道车走车的路,那样彼此之间不影响,秩序就越来越井然有条。

广斌金属材料有限公司
多年城阳镀锌喷塑防撞栏行业经验值得信赖
广斌金属材料有限公司拥有 城阳镀锌喷塑防撞栏、领域‘’十余年‘’服务经验的团体,公司致力打造研发,销售一体化服务体系。以技术开发,高效运行,全国网络为基础。实现双方利益化。在消费者当中享有较高的地位,公司与多家 城阳镀锌喷塑防撞栏、原料制造商建立了长期稳定的合作关系。重信用、守合同、保证 城阳镀锌喷塑防撞栏、产品质量,以提供综合型解决方案和多品种经营特色遵循薄利多销的原则,赢得了广大客户的信任。让我们携手与共,共创美好未来!





 扫一扫
扫一扫